DECISIONES COMPETITIVAS.
Es extenso el espectro que abarca las decisiones
competitivas en el área operacional que fomenten prioridades competitivas. Este
elenco de técnicas, se pueden englobar en diferentes filosofías que pueden
establecerse como “World Class
Manufacturing”, Lean manufacturing, Calidad total, etc…..En este trabajo nos
centremos en dos. Lean Manufacturing y sistema de gestión energética, siempre
dentro del ámbito operacional y tratándolo como técnicas que se engloban dentro
de una filosofía, Lean Manufacturing o como sistema con entidad propia como el
caso del sistema de gestión energética.
A.- LEAN
MANUFACTURING.
El ¨Lean
Manufacturing¨ o producción ajustada es
desarrollado por Taichi Ohno en la empresa Toyota en la década de los 50. Se
podría decir que es un conjunto de técnicas de fabricación que busca las
mejoras de los procesos productivos a través de la reducción de todo tipo de
desperdicios (Womack and Jones, 2006; Sánchez, Martín y Prida, 2008). Se lee en la literatura que existen casos de
existo en la implantación y uso, pero también indicar que encontramos casos
donde esta filosofía no se ha podido implantar con el éxito esperado (Achanga y
otros, 2004; Sánchez, Martín y Prida, 2008). En España, este no es un fenómeno
nuevo y es conocido, pero su implantación es minoritaria, aun con una tendencia
a incrementarse en un corto plazo (Sánchez, Palacios y Prida, 2008) como así se
contrasta desde el 2000 a 2009 (Martín-García y otros, 2011). Lean
Manufacturing es una solución adecuada a la mayoría de los retos competitivos.
Sin embargo los proyectos que se establecen son corto plazo y no de forma
estructurada, penando en el largo plazo. (Sánchez, Palacios y Prida, 2008). Uno
de los principales problemas que se encuentran a la hora de implantar un nuevo
sistema, es la reticencia de los trabajadores, como ya ha ocurrido con la implantación
de otras filosofías y depende mucho el grado de éxito de la implicación de la
alta dirección. La falta de liderazgo se encuentra como factor clave de fracaso
y está directamente relacionado con el factor humano La situación en España
sobre el grado de implantación indica (Hernández J.C y Vizán A, 2013):
·
Las técnicas Lean empiezan por
extenderse, en casi todos los sectores.
·
La mayoría de las empresas considera
imprescindible su uso para mejorar la competitividad.
·
Los principales beneficios de
la aplicación son el aumento de la productividad, flexibilidad y reducción de
costes.
·
Se requiere un alto grado de
apoyo de la dirección.
·
Se contrasta el grado de conocimiento
de la industria española, se resume que el 13,56% declara no conocer en
absoluto las técnicas, un 35,59% declara conocerlas pero no son implantadores y
un 50,85% declara haber cometido proyectos de implantación. Estos datos indican
una ligera desventaja de la industria española en su contexto internacional.
·
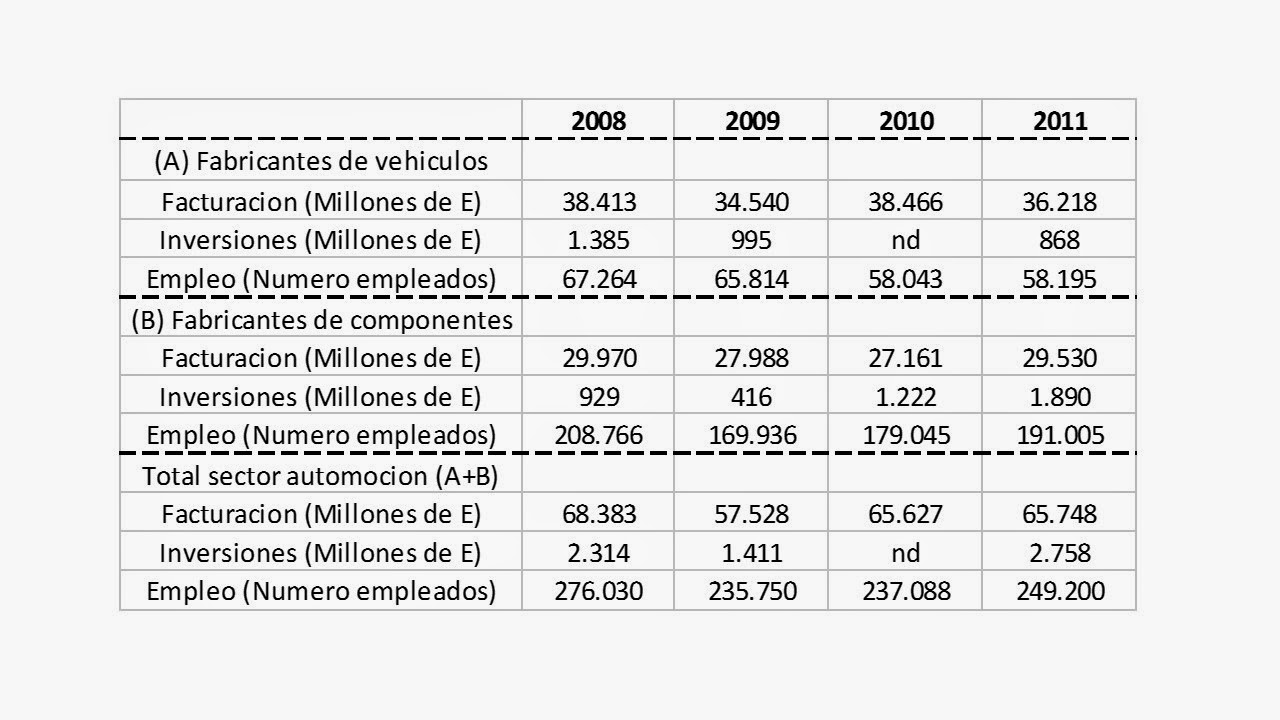
Los sectores donde el grado de
aplicabilidad es mayor, son el sector de automoción y en empresas con más de
250 empleados.
·
Siendo empresas de carácter
internacional más que nacional o local,
lo que indica una desventaja respecto a países como Estados Unidos o Japón.
Aunque en pequeñas empresas está creciendo el grado de uso de estas técnicas.
Entrando en detalle,
este tipo de técnicas inciden especialmente en la eliminación de despilfarro.
Se define despilfarro, como todo aquello que no aporta valor al producto o que
no es necesario para fabricarlo. Siendo ‘valor” todo aquellas transformaciones
que se hacen a la materia prima para pasarlas a un nivel superior que algún
cliente está dispuesto a comprar (Hernández Matías, Juan Carlos y Vizán Idoipe,
Antonio, 2013).
Lean manufacturing
define siete tipos de despilfarros:
1.
Almacenamiento.
2.
Sobreproducción.
3.
Tiempo de espera.
4.
Transporte.
5.
Movimientos innecesarios.
6.
Sobre procesamiento.
7.
Mala Calidad.
Podemos definir las
técnicas en base a tres herramientas básicas (Hernández J.C y Vizán A. 2013):
·
Herramientas de diagnóstico.
1.
Value Stream mapping: Son todos
los pasos, actividades u operaciones (que agregan valor) requeridas para
fabricar un producto o prestar un servicio desde los proveedores hasta el
cliente final.
·
Herramientas operativas.
1.
5S: Técnica usada para la
mejora de las condiciones de trabajo en las empresas.
2.
SMED: Sistema para la
disminución de los tiempos de preparación.
3.
TPM: Conjunto de múltiples
acciones de mantenimiento productivo total que persigue eliminar las perdidas
por tiempos de parada de las máquinas.
4.
KANBAM: Sistema de control y
programación sincronizada de la producción basado en tarjetas.
·
Herramientas de seguimiento.
1.
Gestión visual: Conjunto de
técnicas de control y comunicación visual que tienen por objetivo facilitar a
todos los empleados el conocimiento del estado del sistema y del avance de las
acciones de mejora.
Un conjunto que
mencionare como técnicas asimiladas son:
1.
Técnicas de calidad.SPC: El
Control Estadístico de Procesos, CEP, también conocido por sus siglas en inglés
SPC (Statistical Process Control), es un instrumento de gestión que, comparando
el funcionamiento del proceso con unos límites establecidos estadísticamente,
permite implantar y garantizar los objetivos deseados bajo la filosofía de la
prevención. A la vez, permite conseguir, mantener y mejorar procesos estables y
capaces.
B.-MEDIO
AMBIENTE.
Ha habido pocos procedimientos o regulaciones que
alentaran la gestión de la energía y la eficiencia. Esto se debió,
en parte a que el ahorro de energía no reducía los costos extraordinariamente y
en parte porque las emisiones perjudiciales a la atmósfera no eran asociadas
con el uso de la energía. Esa situación ha cambiado ostensiblemente con
la presión para reducir las emisiones de dióxido de carbono, lo que alienta al uso racional de la energía
en los procesos (Balle, J. E. (2008)). Además de las iniciativas sobre el
cambio climático, es probable que los precios de la energía continúen aumentado
en el mediano y largo plazo, además de la necesidad de construir una mayor
capacidad de generación y de las presiones en todo el mundo sobre el suministro
de combustibles fósiles. Para las organizaciones, estos temas traen aparejados
la necesidad de entender mejor los costos y presupuestos energéticos en todas
las áreas de sus actividades. Por supuesto, el tema es de gran importancia
para organizaciones de gran tamaño, las que pudieron haber estado haciendo muy
poco, aunque el potencial de ahorros haya sido significativo, aunque también
para PYMES. Hoy en día se debe considerar que para la obtención de la
rentabilidad económica, no hay que olvidarse del impacto de su actividad sobre el
Medio Ambiente, en especial el impacto sobre el consumo energético (Folgado, R.
(2013). Por este motivo establecer e implantar un Sistema de Gestión energética
mediante la norma UNE-EN ISO 50001:2011 la cual proporciona una sistemática
para establecer y revisar los objetivos de ahorro y eficiencia energética, así
como el cumplimiento de la normativa vigente y aplicable es óptimo. Este tipo
de sistema de Gestión Energética tiene como propósito mejorar el consumo
energético de la empresa buscando el ahorro y la eficiencia energética para
contribuir a la reducción de emisiones debidas a la actividad y a la protección
del Medio Ambiente, además de ahorro en costes. Por ello, en relación al ahorro
y la eficiencia energética las empresas deben comprometerse a (ISO 50001:2011):
·
Mejorar la eficiencia energética
de la actividad, tanto en instalaciones como en equipos.
·
Reducir las emisiones de gases
que favorecen el calentamiento global.
·
Reducir el consumo energético.
·
Sensibilizar y formar al
personal de la empresa sobre el ahorro y la eficiencia energética.
·
Controlar el consumo
energético.
·
Uso eficiente y racional de la
energía.
La metodología básica
que debiera establecerse como objetivos energéticos, serían los siguientes ISO
50001:2011):
·
Desarrollar, registrar y
mantener un sistema de gestión energética.
·
Documentar la metodología y los
criterios utilizados en la revisión energética.
·
Establecer una línea base
energética.
·
Establecer los IDEn adecuados
para la medición del sistema.
·
Realización de un plan de
acción energético
La meta sustancial que
puede producir esta clase de sistemas son (ISO 50001:2011):
·
Reducción del consumo
energético en el área de fundición según objetivos anuales fijados por la
dirección.
·
Mejora del desempeño energético
de las instalaciones y equipos.
Para
ello se debe Analizar
el uso y el consumo de la energía, siguiendo la siguiente ruta.